|
一、焊前准备 首先清理表面油污等脏东西,彻底铲除焊补处缺陷。当壁厚大于5 mm时, 将缺陷处加工成60°的V形坡口。如果缺陷为裂纹,则在裂纹两端钻止裂孔。为了防止焊补烧穿,可在背面垫上湿棉布。焊丝一般选用与母材同成分,焊丝中的易烧损元素Mg.、Zn等尽量控制在规定范围的上限,或选用SAISi5补焊除铝镁合金以外的各种铸铝合金,熔剂选用C]401。由于铸铝熔点低,加热面积小,热量不能过大, 一般选用小号焊嘴。 二、气焊工艺 将铸铝汽缸盖预热250~300℃,在焊丝端部加热蘸满 CJ401。开始补焊时采用中性焰,金属熔化后用轻微碳化焰。焊嘴倾角为25°~30°。当焊件加热处熔化时,抬高焊炬,送进涂有熔剂的焊丝。当焊丝端部熔化后,熔滴随即滴入熔池。焊接中发现熔池表面有氧化膜等杂质时,应随时用焊丝挑开。 三、焊后处理 焊后应采取缓冷措施,以减少焊接应力。待焊件全部冷却后,用热水和钢丝刷将焊缝附近的焊渣、熔剂刷洗干净。 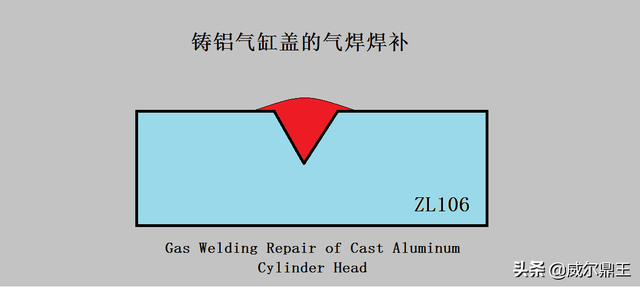 文章来源【威尔鼎王】版权归原作者所有 |

燃油汽车上最大的零部件总成是什么呢?我们肯定会想到是发动机总成和变速箱总成,对于二者而言,发动机的价值要高于变速箱的价值,理所当然成为车上最大的零部件总成。有人有可能会说是车身,但相对价值来讲,发动机 ...
从现款奇骏上市到全新一代奇骏发布,消费者足足等了7年,这对于汽车圈“两年一改款,四年一换代”的频率来说确实太漫长了,而大家等来的却是当下汽车圈最“爆冷”的热点——全系搭载1.5T VC-TURBO三缸发动机。在中大 ...
