 刚刚过去的2021年,中国新能源汽车市场发展迎来井喷,中国汽车工业协会数据显示,2021年新能源汽车销售352.1万辆,同比增长1.6倍,由此也带动了动力电池的强劲增长。中国汽车动力电池产业创新联盟发布的动力电池数据显示:2021年1—12月,我国动力电池装车量累计154.5GWh,同比累计增长142.8%。其中三元锂电池装车量累计74.3GWh,占总装车量48.1%,同比累计增长91.3%;磷酸铁锂电池装车量累计79.8GWh,占总装车量51.7%,同比累计增长227.4%。新能源汽车的高速增长有赖于因续驶里程和充电速度的增加而增长的用户的信心。动力电池材料的创新和结构的创新可使质量能量密度不断增加,从而使续驶里程更长,充电速度更快,而结构的创新更容易实现。动力电池的结构从方形到刀片,从小圆柱到大圆柱,能量密度和功率也越来越大。结构的创新带来工艺的创新,也带来更大的难度,比如当前4680圆柱电池的全极耳技术的不成熟也令其难以大规模生产。 4680圆柱电池结构 4680圆柱电池,是圆柱电池从较小的1865到2170之后,进一步做大的结构创新(见图1)。 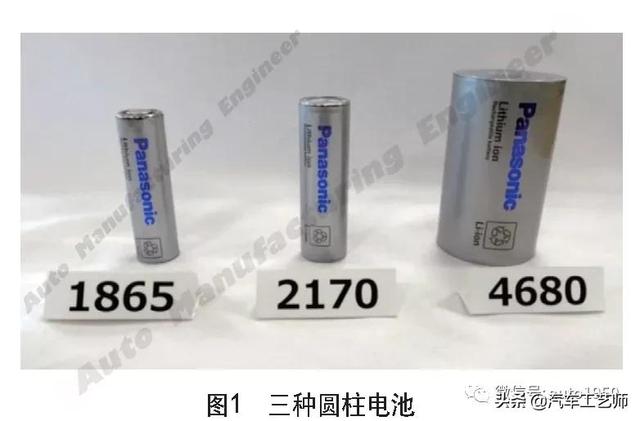 这里的46是指电池直径46mm,80是指长度80mm。 2020 年9月23日是特斯拉电池日,埃隆·马斯克向全球展示了一款全新电池——4680无极耳电池(见图2)。 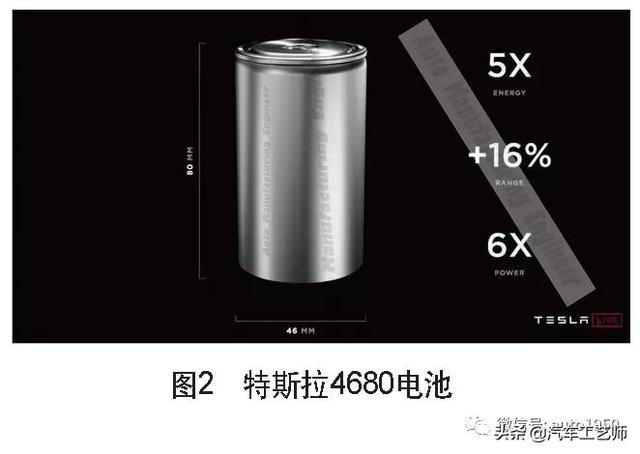 相较于此前采用的2170电池,特斯拉4680电池的电芯容量是2170电池的5倍,充电功率提高6倍,每千瓦时的成本降低约14%,续驶里程提高16%。很显然,如果4680圆柱电池大规模量产,将成为新能源汽车企业竞争市场的利器。 相比于以前的圆柱电池,4680电池最大的结构创新是无极耳,又称全极耳。传统的圆柱体电池,正负极铜箔、铝箔隔膜叠加起来卷绕,为了引出电极,会在铜箔和铝箔两端分别焊接一个导引线叫极耳。传统的1860电池卷绕长度是800mm,以导电性更好的铜箔为例,极耳从铜箔上把电导出来长度就是800mm,相当于电流要通过800mm长的导线。通过计算得到电阻大约是20mΩ,2170电池卷绕长度约是1000mm,电阻约23mΩ,而4680电池全极耳电池把整个集流体都变成极耳,导电路径不再依赖极耳,电流从沿极耳到集流盘横向传输变为集流体纵向传输,整个导电长度由1860或者2170铜箔长度的800~1000mm变成了80mm(电池高度)。电阻降到2mΩ,内阻消耗由2W降到0.2W,直接降低一个数量级。 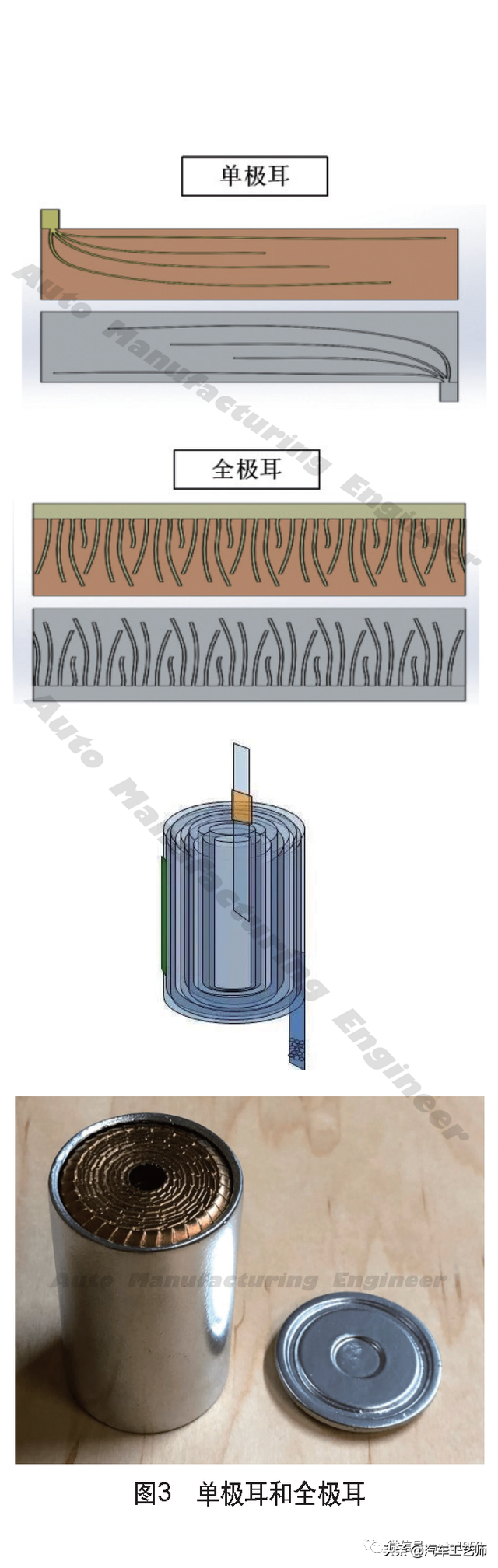 全极耳专利扫描 全极耳制造技术是4680圆柱电池制造中的关键技术,企业不会轻易公开。从特斯拉展示的生产视频来看,特斯拉发布的设备包括涂布、卷绕、灌装、封装、注液、干燥、化成、分容以及各种高速传输装置等,恰恰未公布其最核心的电芯组装设备(见图4)。合肥国轩高科动力能源有限公司在《一种全极耳圆柱锂离子电池自动化组装工艺》专利申请中公布了一种全极耳圆柱锂离子电池自动化组装工序:揉平、包胶、入壳、集流盘焊接、合盖、周边焊和氦检。具体操作如下。
全极耳与集流盘或壳体连接中,对激光焊接技术要求较高:从传统两个极耳的点焊到全极耳面焊,焊接工序和焊接量都变多,激光强度和焦距不容易控制,易焊穿烧到电芯内部或者没有焊,目前电池良好率已到80%,但仍不到量产的水平(90%以上)。按照预期,特斯拉和松下将在2022年实现量产,LG化学预计在2023之后量产。国内企业亿纬锂能和比克电池也都发布了4680电池产品,近两年也能达到量产水平。 全极耳专利扫描 截止到发稿时,我国全极耳(无极耳)专利共有349项,其中关键词“圆柱+焊接”的专利为89项,如图5和图6所示。以下摘录两篇专利文章,以便读者对圆柱电池全极耳生产工序有个大概了解。 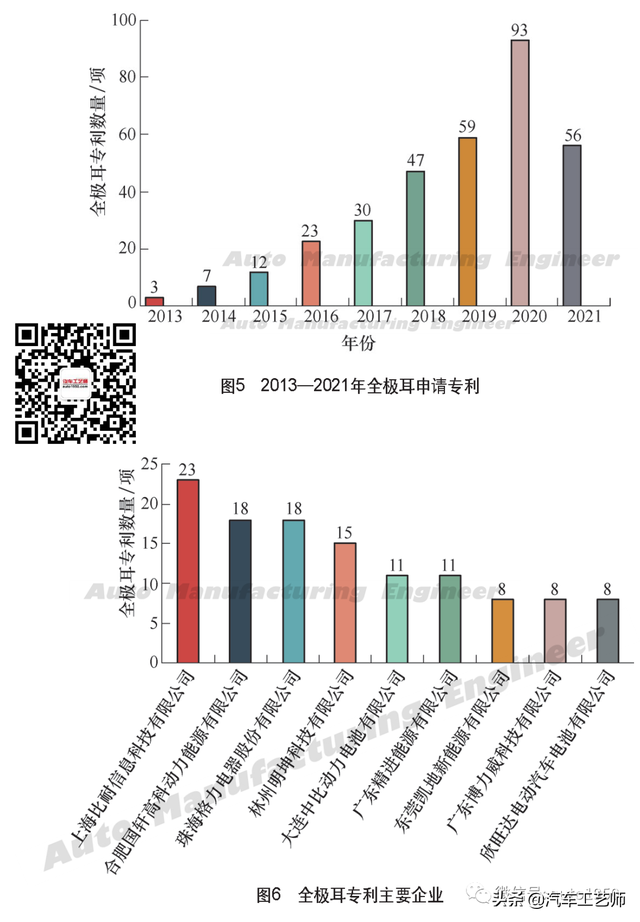 1.一种全极耳圆柱形卷芯的极耳整形及焊接方法 (1)申请人 上海比耐信息科技有限公司。 (2)方法 该全极耳圆柱形卷芯焊接的制备方法如下:
(3)技术效果和优点 圆柱形卷芯的极耳通过整形而非切极耳方式形成,可以有效减少设备投入,提高生产效率,降低生产成本。整形后的环形极耳与环形正负极环形集流圈在高出卷芯体的侧面焊接,而非在卷芯体端面焊接,可以避免端面焊时焊穿铜铝箔揉平面进而烧伤隔膜,提高成品合格率,降低材料损耗,大幅减少电池的短路和自放电风险。 图7所示为负极耳与负极集流圈焊接示意图,采用超声焊、电阻焊、氩弧焊、激光焊等方式中的任意一种或多种焊接方式,将环形负极耳与负极集流圈焊接起来。焊接区域在高出卷芯体侧面,而非在卷芯体端面,可以避免端面焊接时焊穿整形下压的箔材,进而烧伤隔膜;同时,整形下压的箔材可以有效阻档焊渣进入卷芯体内,减少电池短路和自放电风险。  2.一种圆柱型电池无极耳焊接的制备方法 (1)申请人 东莞市创明电池技术有限公司。 (2)方法 该圆柱型电池无极耳焊接的制备方法如下:
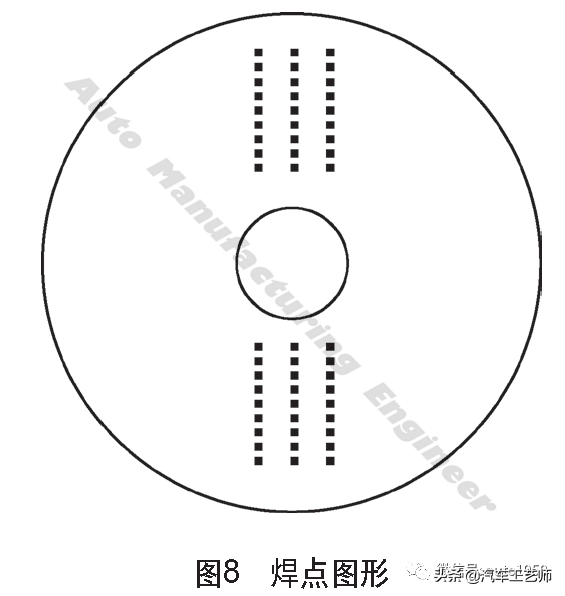 如图8所示,焊接的焊斑圆心之间的间距为焊斑直径的0.5~1.0倍,间距过小容易使焊点叠加而造成过焊,间距过大易造成焊接不牢的现象。所述焊点数量及排列形状可自行控制。为了获得焊点均匀、稳定,焊接效果好的圆柱型电池,作为优选实施例,所述焊点形成的图形为轴对称图形。 文章来源【汽车工艺师】版权归原作者所有 |

如果我们想要实现本世纪地球升温不超过1.5℃的目标,只减少二氧化碳排放量是不够的,也需要积极减少大气中既有的二氧化碳量。受到海洋,这个天然碳汇的启发,韩国蔚山国家科学技术研究所研究人员开发出一种吸收二氧 ...
摘要:作为国内最早提出无钴材料和电芯的开发的蜂巢能源,在此次电池日上,给出了实质性进展:宣布无钴电池接受客户预定。按照规划,蜂巢能源无钴电池涵盖E&H两大平台,可实现A00-D级车型全场景应用,可覆盖300至800 ...
